Designing for Life: How SIR Testing Safeguards Medical Electronics
In the world of medical device manufacturing, there is no margin for error. Devices like pacemakers, insulin pumps, surgical robots, and diagnostic equipment operate in high-stakes environments where failure can mean the difference between life and death. As these devices become more compact, more powerful, and more software-driven, the printed circuit boards (PCBs) inside them must meet exacting standards—not just for functionality, but for long-term reliability.
This is where Objective Evidence (OE) and Surface Insulation Resistance (SIR) testing come into play, offering a new standard for validating cleanliness, reliability, and resistance to electrochemical failure in mission-critical applications.
Medical Devices: Why Clean Isn’t Always Reliable
Medical PCBs are often complex, multi-layer assemblies with miniaturised components and dense circuitry. They must perform flawlessly in conditions that include:
- Prolonged exposure to body fluids and humidity
- Sterilisation cycles with high heat and pressure
- Continuous operation inside or on the human body
Traditionally, manufacturers relied on the ROSE (Resistivity of Solvent Extract) test to determine PCB cleanliness. However, ROSE was developed decades ago for a different generation of electronics. It can no longer reliably detect the contaminants that cause electrochemical migration (ECM) — the primary mechanism behind long-term circuit failure in high-humidity environments.
What Is Objective Evidence (OE)?
OE is a requirement under IPC J-STD-001, the global standard for electronic assembly. In essence, Objective Evidence is the data that proves a PCB manufacturing process consistently produces boards that are free from harmful ionic residues and robust against electrochemical failure.
OE requires more than a simple pass/fail test. It demands a process-oriented, data-driven validation approach that reflects real-world operating conditions—especially for applications as critical as life-sustaining medical devices.
The Role of Surface Insulation Resistance (SIR) in Medical Manufacturing
At the heart of OE is SIR testing—a powerful method for simulating the conditions under which PCBs may fail due to corrosion, ionic contamination, or dendritic growth. But just why SIR is indispensable in medical device manufacturing:
1. Realistic Simulation of Operating Environments
SIR testing subjects test coupons or full boards to elevated humidity (typically 85% RH) and temperature (40–85°C), while applying a DC bias between traces. This recreates the environmental stress a PCB might face inside the human body or in a clinical setting.
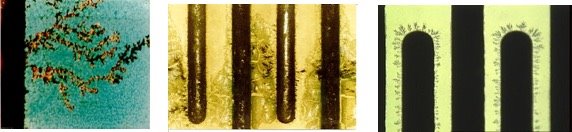
2. Detection of Electrochemical Migration (ECM)
SIR measures the resistance between isolated traces on a PCB. A sudden drop in resistance indicates ionic residues are causing current leakage—often the result of flux residues or improper cleaning. These can form dendrites over time, creating shorts between conductors.
3. Objective, Quantifiable Data
J-STD-001 requires SIR resistance to remain above 1 × 10⁸ ohms throughout testing. This high threshold ensures that only boards with robust insulation and no hidden contamination pass validation.
Why Medical OEMs and CMOs Must Shift to OE
1. Regulatory Compliance
Agencies like the FDA, MHRA and global notified bodies increasingly expect traceable, quantifiable evidence of manufacturing quality. OE, backed by SIR testing, provides the kind of repeatable, documented assurance that auditors and regulators trust supporting manufacturers in obtaining the relevant UKCA and FDA approvals to bring a device to market.
2. Risk Mitigation
Recalls of medical devices due to PCB failures are costly and damaging to brand reputation. Implementing OE mitigates the risk of latent defects caused by ionic residues that might only manifest months or years after implantation or use.
3. Design Evolution
As medical devices shrink and component densities increase, the distance between conductive traces decreases—raising the risk of ECM. OE ensures your processes are still valid even as board geometries become more challenging.
How to Implement OE in Medical Manufacturing
Step 1: Process Qualification with SIR Testing
Before releasing a new device to market, conduct SIR testing on representative boards or test coupons. Validate that your soldering, cleaning, and material selection processes prevent ECM under accelerated aging conditions.
Step 2: Troubleshoot with Ion Chromatography (IC)
If SIR fails, use IC to identify and quantify specific residues (like chloride or weak organic acids). This helps pinpoint the source—whether it’s a flux, cleaning solvent, or contamination from handling.
Step 3: Monitor Continuously with PICT (Process Ionic Contamination Testing)
Once the process is qualified via SIR, you can use PICT to monitor ionic cleanliness daily. PICT offers a fast, repeatable measurement that aligns with the benchmarks established during initial validation.
OE and SIR Are the Non-Negotiables
It’s plain and simple, electronics are saving lives, and Objective Evidence is not a luxury—it’s a necessity. For medical devices, the cost of failure is too high to rely on outdated or incomplete test methods. SIR testing, supported by robust OE strategies, ensures your PCBs aren’t just clean—they’re proven safe.
By adopting OE, manufacturers can:
- Comply with global regulatory standards
- Prevent costly recalls
- Ensure reliability in life-sustaining devices
- Build trust with OEM partners and patients
Next Steps
- Need help implementing OE in your facility? Speak to our Reliability Experts at GEN3.